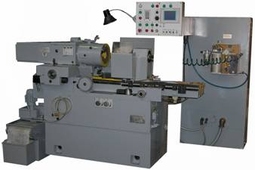
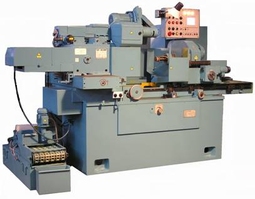
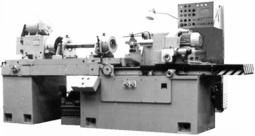
Предназначен для шлифования цилиндрических, конических, сквозных и глухих отверстий, внутренних и наружных торцев, наружных посадочных поясков в деталях типа втулок, зубчатых колёс, фланцев, шкивов, инструментальных конусов и т.п. в условиях мелкосерийного и серийного производства. Станок применяется на машиностроительных заводах, а также в инструментальных и ремонтных цехах различных предприятий.
Наличие торцешлифовального устройства, установленного на корпусе бабки изделия, позволяет шлифовать отверстие и наружный торец за одну установку изделия с высокой точностью по перпендикулярности торцевой поверхности к оси шлифуемого отверстия. Привод подачи – ручной.
Наличие торцевого упора стола с лимбом микрометрической подачи позволяет производить ручную подшлифовку заглубленных торцев деталей.
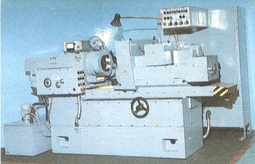
Конструктивные особенности полуавтомата:
- механизм поперечной подачи с шаговым приводом «Siemens», обеспечивающий автоматический съём припуска и компенсацию износа круга при правке;
- компактный векторный преобразователь частоты переменного тока, обеспечивающий бесступенчатое варьирование частоты вращения шпинделя изделия при настройке полуавтомата;
- программируемый контроллер S7-200 «Siemens» с программным обеспечением, осуществляющий управление автоматическим циклом с отображением его хода, текстовых инструкций и диагностикой возможных неполадок в ходе обработки на панели оператора;
- возможность ввода с панели оператора величины подналадки готового размера;
- возможность ввода с панели оператора величины коррекции готового размера через любое устанавливаемое количество циклов;
|
Диаметр шлифуемых отверстий, мм
|
|
|
|
наименьший
|
3
|
|
|
наибольший
|
80
|
|
Наибольшая длина шлифования при диаметре шлифуемого отверстия
|
|
|
|
не менее 100 мм, мм
|
80
|
|
Наибольший диаметр устанавливаемого изделия, мм:
|
200
|
|
Наибольший диаметр устанавливаемого изделия в кожухе, мм
|
160
|
|
Наибольший угол поворота бабки изделия (при шлифовании конусных
|
|
|
|
отверстий), град
|
45
|
|
Подача автоматическая непрерывная на диаметр, мм/мин
|
|
|
|
быстрый ход (max)
|
120
|
|
|
форсированная
|
1-120
|
|
|
черновая и чистовая
|
0,01-10
|
|
|
доводочная
|
0,01-1,0
|
|
Подача периодическая, мм/дв. ход
|
|
|
|
черновая и чистовая
|
0,001-1,0
|
|
|
доводочная
|
0,001-0,1
|
|
Скорость движения стола, м/мин
|
|
|
|
при правке круга
|
0,1-2
|
|
|
при шлифовании
|
1-7
|
|
|
при быстром продольном подводе и отводе
|
10
|
|
Наибольший ход стола, мм
|
400
|
|
Частота вращения шпинделя изделия (регулирование бесступенчатое), мин-1
|
60-1200
|
|
Частота вращения внутришлифовальных шпинделей, мин-1
|
|
|
|
электрошпинделей
|
24000-96000
|
|
Частота вращения торцешлифовального шпинделя, мин-1
|
8000
|
|
Общая мощность установленных приводов, кВт
|
9,23
|
|
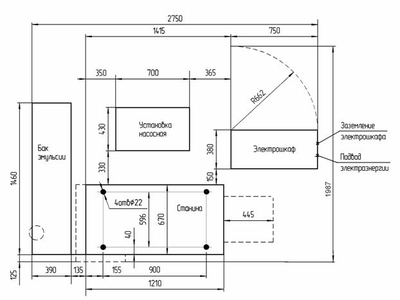
Размеры станка в плане с баком гидросистемы, баком эмульсии, электрошкафом, мм
|
|
|
|
длина
|
2750
|
|
|
ширина
|
2060
|
|
Масса станка с приставным оборудованием, кг
|
2750
|
|
Количество управляемых координат
|
1
|
|
Система управления (программируемый логический контроллер “SIEMENS”)
|
S7-200
|
|
|
3М225ВФ2 S
|
3М225АФ2 S
|
|
Постоянство диаметра отверстия, мкм
|
3,0
|
2,0
|
|
Круглость отверстия, мкм, не более
|
1,0
|
0,6
|
|
Плоскостность торцевой поверхности, мкм
|
3,0
|
2,0
|
|
Шероховатость поверхности Ra
|
|
|
|
|
отверстия, мкм
|
0,32
|
0,16
|
|
|
торца, мкм
|
0,63
|
0,32
|
|
 Специальный сферошлифовальный полуавтомат мод. 3М227АФ2S78
Специальный сферошлифовальный полуавтомат мод. 3М227АФ2S78 Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВМ и 3М225АМ
Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВМ и 3М225АМ Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3К228BМ и 3К228АМ
Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3К228BМ и 3К228АМ Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВФ2 S и 3М225АФ2 S
Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВФ2 S и 3М225АФ2 S Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВМ и 3М227АМ
Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВМ и 3М227АМ Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВФ2 S и 3М227АФ2 S
Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВФ2 S и 3М227АФ2 S Полуавтомат внутришлифовальный специальный модель 3М227ГВФ2 S
Полуавтомат внутришлифовальный специальный модель 3М227ГВФ2 S