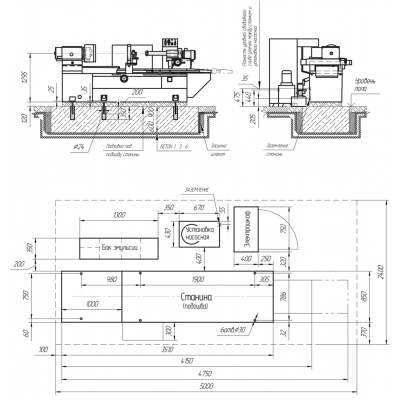
Станок специальный внутришлифовальный высокой точности мод. 3К228ГВМС15 предназначен для шлифования глубоких цилиндрических сквозных и глухих отверстий.
Область применения станка – промышленные предприятия с мелкосерийным и серийным производством, а также инструментальные и ремонтные цеха этих предприятий.
Климатическое исполнение и категория размещения станка УХЛ4 ГОСТ 15150.
|
№
|
Наименование параметров
|
Величина
параметров
|
|
1
|
Класс точности по ГОСТ 8
|
В
|
|
2
|
Наибольший диаметр устанавливаемого изделия в кожухе патрона, мм
|
400
|
|
3
|
Наибольший диаметр устанавливаемого изделия в люнете, мм
|
170
|
|
4
|
Наибольшая длина устанавливаемого изделия, мм
|
1250
|
|
5
|
Наименьший диаметр шлифуемого отверстия ,мм
|
40
|
|
6
|
Наибольший диаметр шлифуемого отверстия,,мм
|
300
|
|
7
|
Наибольшая длина шлифования при наименьшем диаметре, мм
|
200
|
|
8
|
Наибольшая длина шлифования при наибольшем диаметре, мм
|
1020
|
|
9
|
Диаметр отверстия шлифовальной бабки под гильзу внутришлифовального шпинделя, мм
|
125
|
|
10
|
Наибольший диаметр шлифовального круга, мм
|
150
|
|
11
|
Условный размер конца шпинделя изделия по ГОСТ 12595
|
2-8К
|
|
12
|
Расстояние от зеркала стола до оси шпинделя изделия,мм
|
410
|
|
13
|
Расстояние от оси шпинделя до подошвы станины, мм
|
1295
|
|
14
|
Наибольшее расстояние от опорного торца фланца шпинделя до торца корпуса шлифовальной бабки, не менее, мм
|
2785
|
|
15
|
Поперечное перемещение шлифовальной бабки, мм:
- за один оборот маховика
- грубое (наладочное)
- тонкое
- на одно деление лимба,
- на одно качание рычага ручной дозированной подачи,
- наибольшее наладочное перемещение вперёд (от рабочего),
- наибольшее наладочное перемещение назад (на рабочего),
-величина подскока салазок на замер отверстия.
|
5
0,5
0,002
0,002
80
10
100
|
|
16
|
Величина поперечной подачи на сторону, мм/дв. ход
|
0,002; 0,004; 0,006; 0,008;
0,010; 0,012
|
|
17
|
Наибольший ход стола,не менее, мм
|
1200
|
|
18
|
Скорость движения стола, м/мин:
- при правке круга
- при шлифовании
- при быстром подводе и отводе
|
0,1…2,0
1,0…7,0
10,0
|
|
19
|
Диапазон регулирования частоты вращения шпинделя изделия, (бесступенчатого), мин-1
|
15…300
|
|
20
|
Наибольшее наладочное перемещение бабки изделия, мм:
- поперечное:
- вперёд (от рабочего),
- назад (на рабочего),
- продольное
|
200
50
800
|
|
21
|
Частота вращения внутришлифовального круга
на шпинделе модели СПШК, мин-1
|
6000; 8000;
10000; 12000
|
|
22
|
Частота вращения внутришлифовального круга
на шпинделе модели ВШГ, мин-1
|
9000;10000;
12000.
|
|
23
|
Диапазон регулирования частоты вращения внутришлифовального шпинделя , (бесступенчатого), мин-1
|
±40%
|
|
24
|
Род тока питающей сетки
|
переменный
трёхфазный
|
|
25
|
Напряжение, В
|
380
|
|
26
|
Частота, Гц
|
50
|
|
27
|
Мощность электродвигателя шлифовальной бабки, кВт
|
7,5
|
|
28
|
Мощность электродвигателя бабки изделия, кВт
|
2,2
|
|
29
|
Суммарная мощность всех электродвигателей без преобразовательных агрегатов
|
12,26
|
|
30
|
Габаритные размеры станка без баков и электрошкафа:
- длина, мм
- ширина, мм
- высота, мм
|
4225
1480
1620
|
|
31
|
Требуемая площадь для станка с приставным оборудованием:
- длина, мм
- ширина, мм
|
5000
2400
|
|
32
|
Масса станка, кг
|
6300
|
|
33
|
Масса станка с приставным оборудованием, кг
|
7000
|
Геометрическая точность прошлифованного отверстия образца изделия по ГОСТ 25-90:
- постоянство диаметра в продольном сечении - 4 мкм
- круглость - 2,5 мкм
- шероховатость - Rа0,32
Геометрическая точность при глубоком шлифовании отверстия в люнете не более ½ поля допуска по 7квалитету.
* При условии подготовки наружных базовых поверхностей с точностью не хуже 10мкм по круглости.
|
 Специальный сферошлифовальный полуавтомат мод. 3М227АФ2S78
Специальный сферошлифовальный полуавтомат мод. 3М227АФ2S78 Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВМ и 3М225АМ
Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВМ и 3М225АМ Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3К228BМ и 3К228АМ
Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3К228BМ и 3К228АМ Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВФ2 S и 3М225АФ2 S
Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М225ВФ2 S и 3М225АФ2 S Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВМ и 3М227АМ
Станок внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВМ и 3М227АМ Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВФ2 S и 3М227АФ2 S
Полуавтомат внутришлифовальный универсальный высокой и особо высокой точности модели 3М227ВФ2 S и 3М227АФ2 S Полуавтомат внутришлифовальный специальный модель 3М227ГВФ2 S
Полуавтомат внутришлифовальный специальный модель 3М227ГВФ2 S